
減緩塑料擠出機螺桿機筒磨損的方法
螺桿機筒是塑料擠出機中的核心零部件,堪稱“心臟”,因此人們在使用塑料擠出機的時候很關心機筒和螺桿的使用壽命。因為塑料擠出機螺桿機筒受到自身材質硬度、耐磨性、設計、加工工藝、裝配、生產效率等因素的影響,使得其在使用過程中難免會出現磨損現象,一旦其磨損,會影響到擠出效果,有什么方法可以減緩其磨損的速度呢?
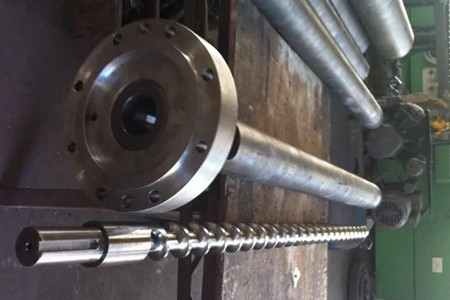
螺桿一般是由高強度、耐腐蝕的合金鋼生產制作而成,而機筒基本上是一個金屬圓筒,采用耐熱、耐壓強度較高、堅固以及耐腐蝕的合金鋼或者內襯合金鋼的復合鋼管生產制作而成。
機筒和螺桿相互配合,就能實現對塑料的粉碎、軟化、熔融、塑化、排氣以及壓實工作,并且將其往成型系統連續、均勻的輸送塑料,同時機筒也是很多裝置在安裝時的支撐件。
如何減緩機筒和螺桿的磨損速度,提高有效使用壽命是很多用戶十分關心的問題。
物料在螺桿內停留時間如果減少,就容易導致物料混煉塑化的時候不均勻,在經過過度剪切后,可能導致物料急驟升溫和熱分解,擠出穩定性控制的難度就會增大,一旦擠出不穩定,就會導致擠出物的大小發生變化。
應該要提高輔助裝置和控制系統的精度,螺桿和機筒磨損嚴重,就需要使用高耐磨和超高耐磨的材質,減速器以及軸承在高速運轉的時候,也需要確保其使用壽命得到保障。
用戶在使用塑料擠出機的時候,可以使用一些比較簡單的方法,讓機筒和螺桿的耐磨性提高,可以將螺桿和機筒設計成在機筒壁內徑和螺棱外徑之間的原始間隙處提供較大的熔化效率,一般來說這些間隙是比較小的,這樣才能夠發揮出良好的傳熱效果和剪切速率。
一旦螺桿在機筒內旋轉,難免就會有磨損產生。磨損發生的部位很多,可以發生在螺棱或機筒表面,也可以同時發生在螺棱和機筒表面。不管是正在加工的聚合物中的研磨填料,還是不屬于熔體流屬性的金屬顆粒,只要被加工的材料越硬,那么機筒和螺桿磨損的速度就越快,而且原始間隙也會隨之增加。

一旦間隙增加,熔化效率就會降低,如果和原本的設置相比,熔化效率下降,很多用戶就傾向于通過提高螺桿速度來提高增加機筒的背壓和溫度,使其通過補償性調整來提高熔化效率。
隨著通過這些調整,可以適當的避免未熔化的材料的出現、減少廢料的產生,提高潤滑熔體的溫度。不過要知道這種變化是漸進的,平時不一被察覺,但是這些變化會影響到制品質量和生產效率。
當塑化率、生產率、廢料率都不能滿足用戶的要求時,用戶就開始想要找出原因,而塑料擠出機機筒和螺桿磨損是導致這些問題的主要原因,這個時候,需要通過更換螺桿或機筒來解決問題。